





















.jpeg)

.jpeg)

























































































NEWS FROM REGIONS, CHAPTERS, CENTERS OF EXCELLENCE

72ND AGM 2022-23




























































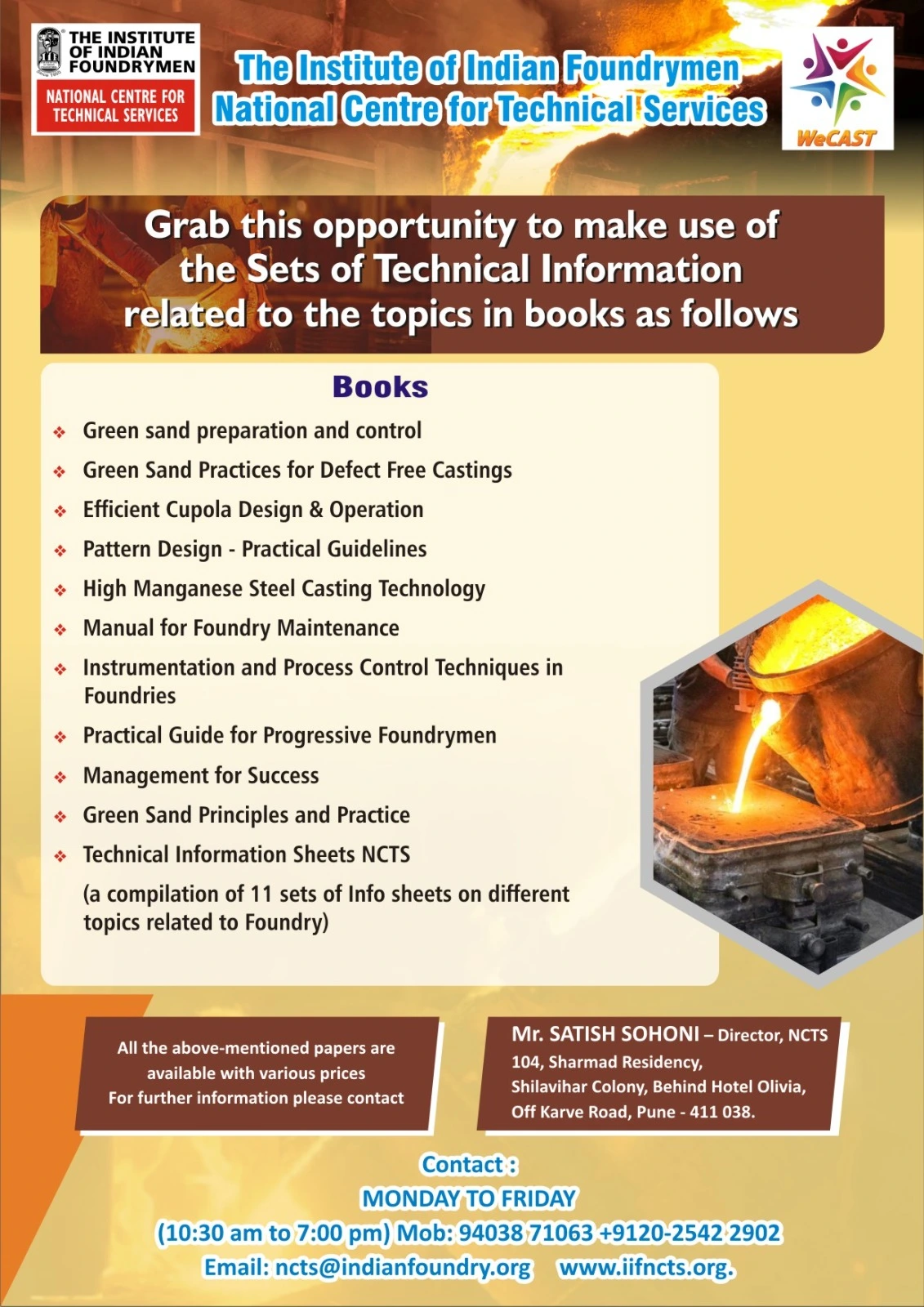
THE INDIAN FOUNDRY JOURNAL
The Indian Foundry Journal (IFJ) is the official Journal of the IIF. It helps the Indian foundrymen keep abreast of modern technological developmen click to view